3人しかいないロータリーの「匠」が品質をコントロールする
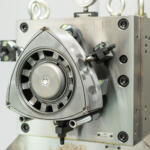
ローターのバランス取り工程も刷新された。従来は人の手で行なっていたところ、特殊な切削加工機を用いて自動化を図っており、ローターの一部の切削と計測を必要に応じてくりかえす。これらによりローターの精度は従来比で75%という大幅な改善をはたした。これには、マツダがスカイアクティブで培ってきた技術やノウハウが非常に有効だったという。
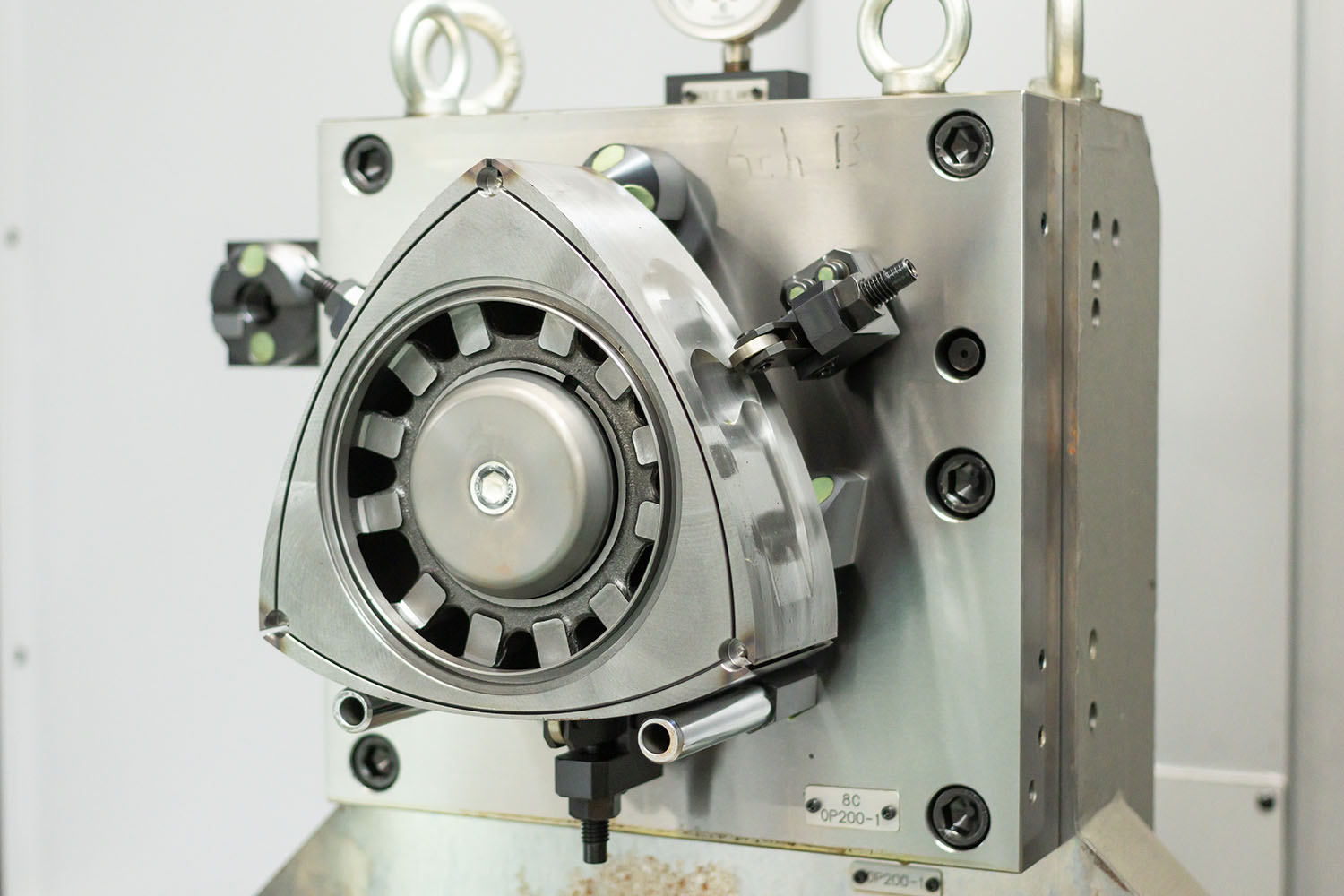 ローターの切削工程画像はこちら
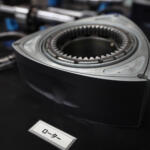
ローターの切削工程画像はこちら シール性についても、アペックスシール、コーナーシール、サイドシールそれぞれのサイズ等の最適化により、加工寸法公差が50%も改善した。シールについては、機械で判別できないほどのばねの反発具合を、「匠」と呼ばれる専門の技術者が、指先の感覚で確認している。ちなみに、見学時点では「匠」はわずか3名しかいないらしく、将来を見据えて人員を養成中とのことだった。
 ローターのアペックスシールのアップ画像はこちら
ローターのアペックスシールのアップ画像はこちら 組み上がったものは実際に回してみて、バランス精度=振動と、シール機能=圧力を全数計測しているという。
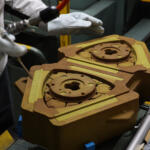
軽く、強くつくることに対しては、8Cではまず、サイドハウジングをアルミ化したことがポイントだ。アルミ化のためには、より適切な鋳造法の確立とともに、鉄よりも弱いため摺動面の強度を高めなければならない。これに対して、高速流の粉末により基板に被膜を形成させる「高速フレーム溶射」という特別な手法を採用した。
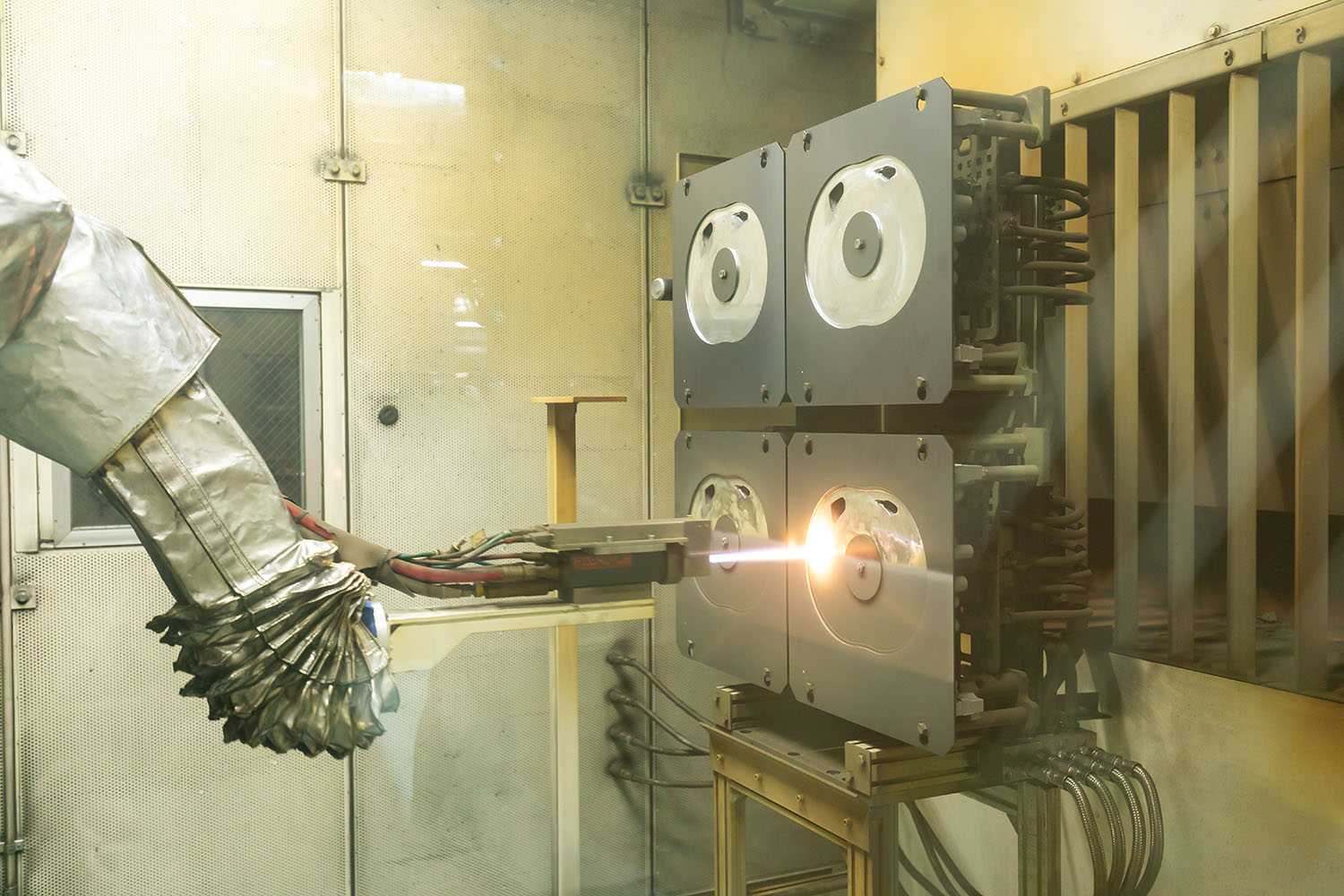 サイドハウジングの高速フレーム溶射画像はこちら
サイドハウジングの高速フレーム溶射画像はこちら さらに、金型の冷却プレートと常温の砂型を用いた独自のAPMC(=Advanced Rrecision Mazda Casting)という鋳造法や、スカイアクティブのシリンダーヘッド解析技術を応用し、鋳造時に高精度でアルミ充填予測により薄肉軽量形状を実現するなどして、軽量化と高強度の両立を図っている。
これらにより、エンジン単体でじつに15kg以上もの軽量化を達成した。
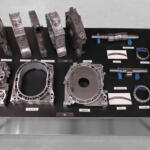
また、マツダではかねてから、多種のパワートレインや車種に柔軟に対応して同じラインで生産する混流生産を行なっていたが、既存のものとまったく異質に感じられるMX-30 e-SKYACTIV R-EVも、専用部の極小化により、既存の設備と技術を大きく変えることなく生産が可能となり、より短期間での市場導入が可能となった。工場内は静かで清潔に保たれていて、比較的若い人や女性が多く活躍していたことも印象的だった。
 女性工員によるロータリーエンジンの組み付け画像はこちら
女性工員によるロータリーエンジンの組み付け画像はこちら こうして生産された8C-PHを搭載するMX-30 e-SKYACTIV R-EVがどんな新しい走りの世界を見せてくれのか、楽しみでならない。